长期以来我公司与客户合作的调质模具一般都在1吨以下,且以5CrNimo与5CrMnMo材质为主,H13模具为少数。因为模具的尺寸越大,相应的价值越高,失败承担的损失更大;大模具加热和冷却的均匀性要求更高,操作的难度更大,H13材质的模具更是有较高的开裂风险,所以技术质量部面对的挑战非常大。
为了能突破此次任务的关隘,经过仔细的工艺研究并结合实际操作经验,技术质量部特制定了新的工艺路线,保证了模具无开裂且满硬度达到工艺要求,在重压下圆满的完成了任务。
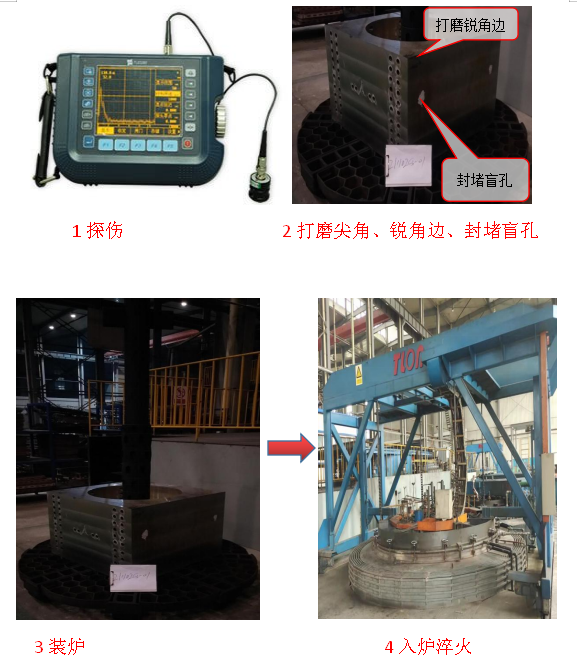
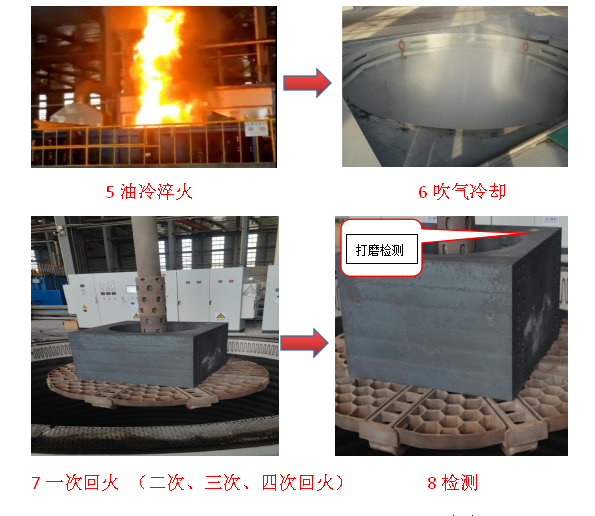
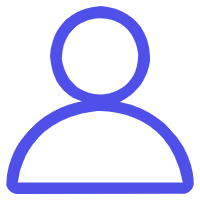
我公司针对此次大模具调质任务,制定的详细的工艺流程如下:探伤——打磨尖角、锐角边、封堵盲孔——装炉——淬火加热——油冷淬火——喷空气降温—— —次回火——检测——二次回火——检测——三次回火——检测——四次回火。
下图为调质流程图解:
我公司一直秉承这“对事业永不满足”的开拓精神,勇于进取,不畏风险,成功的完成了首炉接近5吨的H13大型模具的调质热处理工作,既满足了客户工艺要求,也为我公司拓宽了业务渠道创造更高利益奠定了良好的基础。